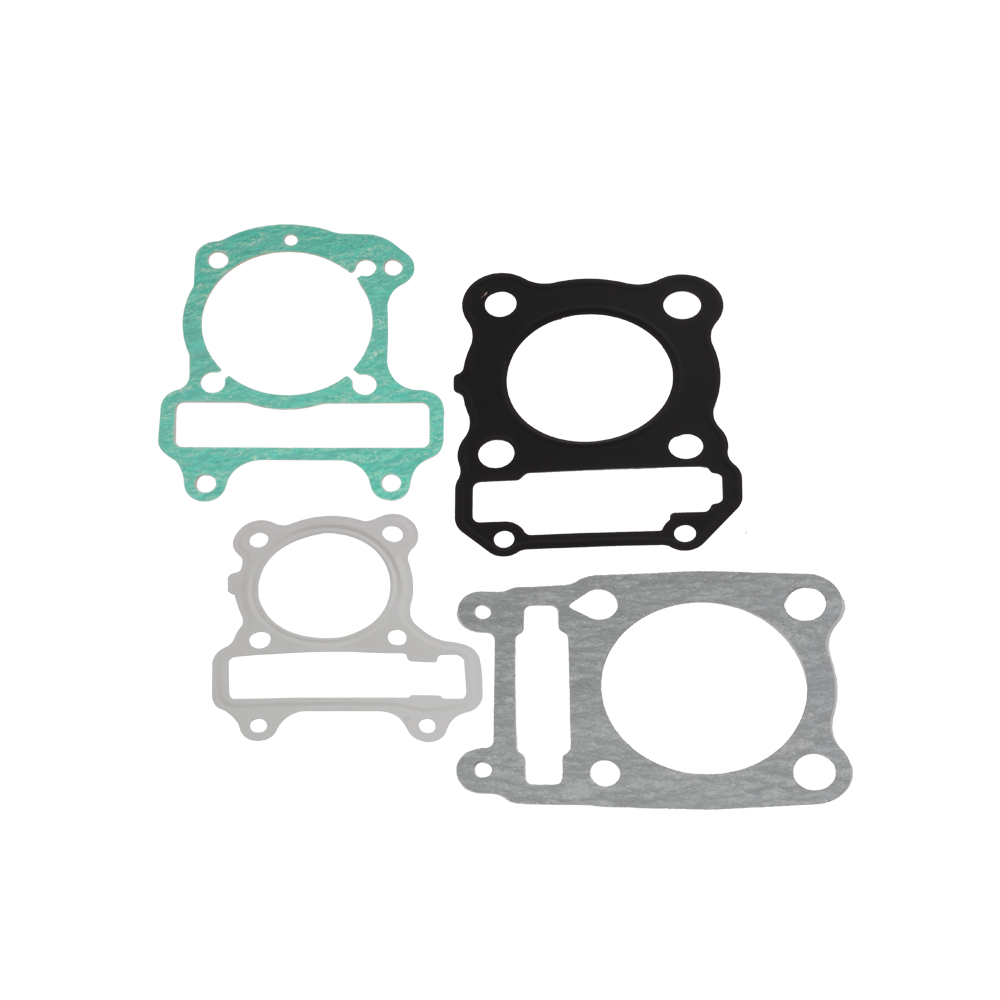
Matéria-Prima
Usamos liga de silício de alta resistência – EN52 como material de fabricação básica.
| Parâmetro |
Detalhes |
Na Ritsuka |
Produto Chines |
Vantagns Ritsuka |
| BOP (peças compradas) |
Liga de aço |
Partes Compradas Fora |
Partes Compradas Fora |
Nós usamos a liga de silicone de alta qualidade |
| Matéria-prima |
Corpo |
Liga de Silício de Alta Resistência – EN52 |
Padrão EN52 |
Nosso produto suporta temperaturas extremas, pressões e impacto – portanto, é imperativo fabricar cada unidade com superioridade final. |
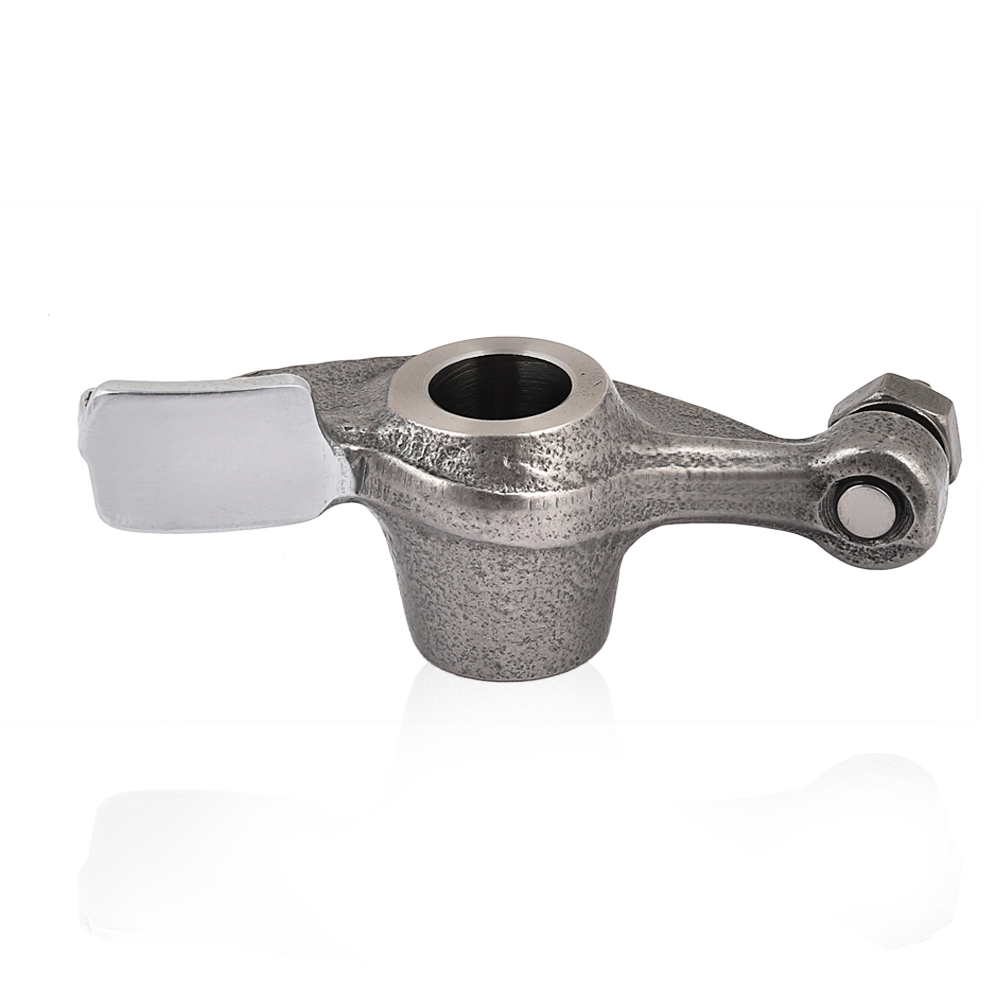
Fabricação
Projetado usando a mais recente tecnologia, nossas válvulas são feitas de materiais de primeira qualidade. Algumas das principais características de nossos produtos são alta resistência e durabilidade e desempenho efetivo. Além disso, garantimos a entrega dos nossos produtos dentro do prazo estipulado. Além disso, fornecemos serviços personalizados de acordo com as necessidades dos nossos estimados clientes.
Usando na Fabricação:
- Tecnologia mais recente
- Fundição especial (guia de válvula) e material de aço (válvulas)
- Usinado, endurecido e acabado com precisão usando máquinas e instrumentos de última tecnologia.
| Parâmetro |
Detalhes |
Na Ritsuka |
Produto Chines |
Vantagns Ritsuka |
| Fabricación |
Usinagem |
Centro de usinagem CNC |
Máquinas Semi-Automáticas ou
manuais |
Utilizando máquinas CNC totalmente automatizadas, a Ritsuka oferece produtos com nível mínimo de tolerância com rejeição insignificante na fase final |
| Centro de design, sala de ferramentas com Instalações R&D |
Centro de design interno, sala de ferramentas e intalaççoess R&D |
Não disponível em fábricas chinesas normais |
Temos uma aptidão extraordinária no desenvolvimento de formulações personalizadas para produtos de aço. Para produtos moldados, a empresa conta com uma sala de ferramentas própria, com instalações integradas para projeto de moldes e fabricação de moldes, permitindo um tempo de entrega rápido aos clientes. |
| Soldagem a vácuo |
Usamos solda a vácuo que é um processo de soldagem em estado sólido onde não há fusão /aquecimento na interface das duas partes |
Emprega os processos usuais de soldagem por fusão, que envolvem fase líquida ou fundida, pode levar à difusão química |
Nossas Válvulas de Motor leves oferecem resistência com melhor desempenho do motor, melhor eficiência de combustível e atendem às mudanças nas normas de emissão. |
| Temperamento |
1h a uma temperatura de 650
graus Celsius |
Sem moderação |
O revenimento reduz a dureza do material e aumenta a dureza. Com o revenimento, mantemos as propriedades dos materiais (relação dureza / tenacidade) em uma aplicação especificada. |
| Moldagem |
Processo de moldagem automatizada |
Processo de moldagem manual |
Moldagem automatizada resulta em desgaste relativamente baixo em condições de trabalho pesado e em níveis mais altos de fricção |
| Tratamento térmico |
Processo de tratamento térmico interno |
Terceirizado na maioria das fábricas |
Alinhamento de grãos para melhorar a resistência das matérias-primas e reduzir o estresse interno |
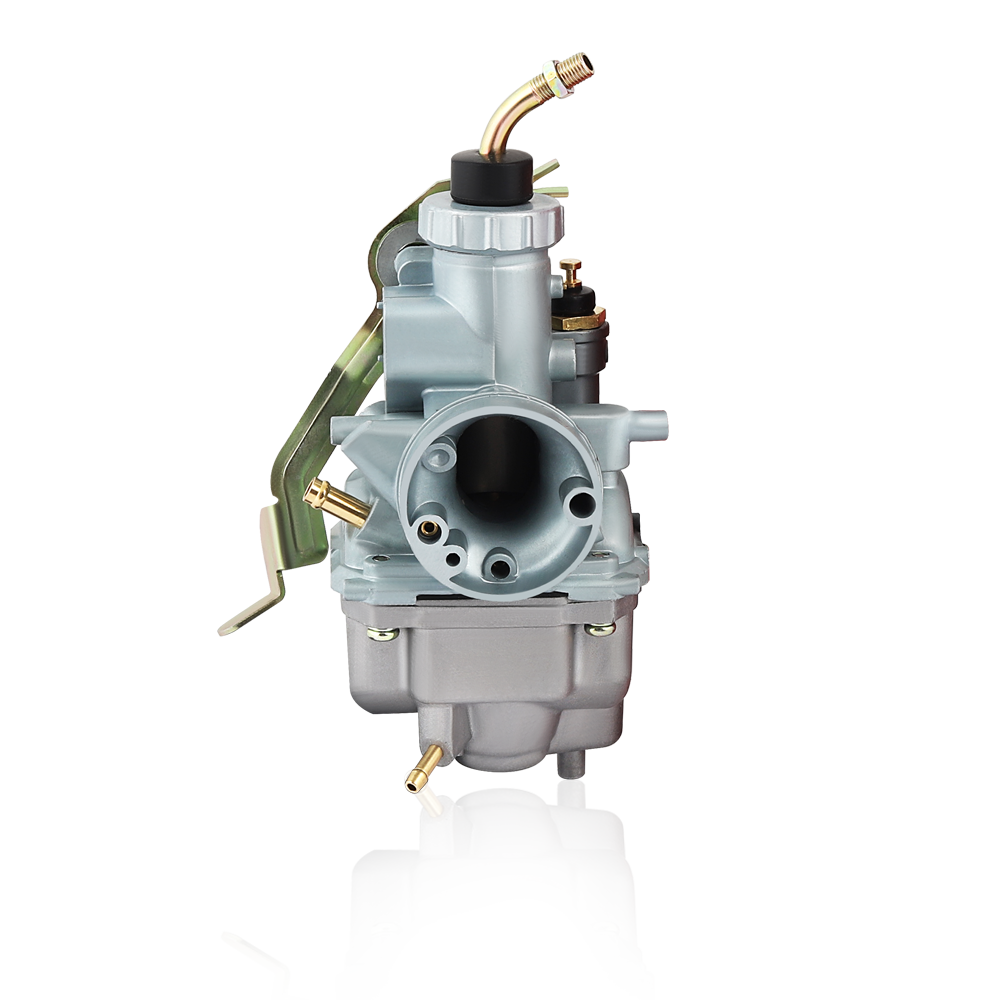
Oferecemos dois tipos de válvulas. A válvula que permite a mistura no cilindro é a válvula de entrada. Aquele através do qual os gases gastos escapam é a válvula de escape Eles são projetados para abrir e fechar em momentos precisos, para permitir que o motor funcione eficientemente em todas as velocidades. O design das válvulas do motor garante o cumprimento dos requisitos de resistência térmica e mecânica e as metas de desgaste e durabilidade. Os tratamentos de superfície, revestimento e acabamento superficial garantem maior durabilidade. Junto com o acabamento, o uso de materiais especiais na ponta, haste da válvula e assentos também fazem parte da conclusão do processo.
Testando
Nossas válvulas de motor são fabricadas sob rigorosas normas de controle de qualidade estabelecidas pela ISO 9001, seguindo os testes de especificação de tolerância exigida antes de serem enviadas ao mercado. A detecção de fluxo de fibras por meio de testes de micro tecnologia, detecção de rachaduras e microestrutura é obrigatória para garantir que nossos produtos mantenham a mais alta qualidade. Revestimos cada válvula com óleo anticorrosivo adequado e as envolvemo em papel antiferrugem para prolongar a vida útil. Nós colocamos a maior ênfase em garantir a qualidade de seus produtos. Nossas válvulas possuem um plano de garantia de qualidade de acordo com a certificação TS.
| Parâmetro |
Detalhes |
Ritsuka |
Produto Chinês |
Vantagens Ritsuka |
| Padrões de teste |
Peças Recebidas |
100% de inspeção e teste |
Aleatório / sem testes |
Comprometida em oferecer o mesmo produto de qualidade / especific |
| Em processo |
Instalação interna inclui
1. teste de composição do material
2. Verificação dimensional aleatória com máquina de medição coordenada de três eixos
|
1. Teste visual
2. Teste sob demanda de agências externas |
1. Parâmetros Padrão Controlados em todos os Processos
2. Máquina de medição coordenada de três eixos
3. Mantém a faixa de tolerância de 0,002 mm a 0,003 mm.
4. Nossos testes permitem uma melhor detecção de falhas internas, permitindo-nos apenas gerar peças perfeitas. O teste de estanqueidade do ar determina o nível de fluxo de ar descontrolado através de fendas ou fissuras no corpo de metal. |
| Inspeção final |
Verificação de instalação usando o medidor pneumático, Teste Universal Hidráulico / Eletrônico |
Inspeção manual |
Garante a operação segura e a durabilidade adequada. A Ritsuka tem a máquina de teste universal eletrônica e hidráulica (UTM) para testar a resistência à tração e a resistência à compressão dos materiais usados na fabricação |
vários parâmetros do projeto são estudados através de um teste de simulação. Várias soluções também são avaliadas com base no desempenho e custo. Então, nosso acabamento nos dá mais qualidade para aperfeiçoar uma peça de reposição. Relatório de Teste dimensional
Relatório de Teste dimensional
| Modelo |
CG125 |
|
P. NO. |
|
Inspeccionada |
|
| Nombre del árticulo |
Válvula de admisión |
|
CANT |
5 |
Confirmada |
|
| Artículo No |
|
|
CANT inspeccionada: |
5 |
Conclusión |
|
| Material |
4Cr10Si2Mo |
|
Date: – 12Dec2017 |
|
Conclusion |
Aprobada |
Informes de prueba dimensional
| S.NO. |
Item de Inspeções |
Qualificação |
Ferramenta |
Resultado |
Conclusão |
| 1 |
2 |
3 |
| 1 |
Detecção de crack |
no crack |
Detector de fallas
fluorescente |
no crack |
no crack |
no crack |
Qualificado |
| 2 |
Tolerância de deslocamento do eixo da placa |
=0.03 mm |
medidor de micrômetro |
=0.02 mm |
=0.01 mm |
=0.02 mm |
Qualificado |
| 3 |
metalográfico |
JB/6720-93 |
Microscopio
Metalográfico |
Aprobado |
Qualificado |
| 4 |
Profundidade da superfície da liga
tungstênio cromado surfacing |
1.20 -1.50 mm |
calipers |
Aprobado |
Qualificado |
| 5 |
Organização macro de metal |
JB/6720-93 |
Lavado ácido / Visual |
Aprobado |
Qualificado |
| 6 |
Redondez de l vástago |
=0.005 mm |
medidor de micrômetro |
=0.002 mm |
=0.003 mm |
=0.004 mm |
Qualificado |
| 7 |
Retidçao da Biela |
=0.005 mm |
medidor de micrômetro |
=0.004 mm |
=0.002 mm |
=0.001 mm |
Qualificado |
| 8 |
desvio de diâmetro |
=0.005 mm |
Micrômetro Com
tela digital |
=0.002 mm |
=0.004 mm |
=0.004 mm |
Qualificado |
| 9 |
Altura da face cônica |
0.7±0.15 |
GO-NO GO teste
de calibragens |
Qualificado |
Qualificado |
| 10 |
Dureza da Biela |
Superfície |
= HV0.2 600 |
Teste Verificado
de dureza vickers |
Qualificado |
Qualificado |
| Sem interior |
HRC 30-40 |
Verificador da dureza de Rockwell |
37 |
36 |
35 |
Qualificado |
| 11 |
Arnês de Rosto Final |
HRC 50-60 |
Verificador da dureza de Rockwell |
56 |
54 |
55 |
Qualificado |
| 12 |
Diâmetro da Biela |
5.450-5.465 mm |
Micromêtro com tela digital |
5.454 |
5.457 |
5.461 |
Qualificado |
| 13 |
Ângulo da face cônica |
90-91 |
Goniometro |
90′ |
90′ |
90′ |
Qualificado |
| 14 |
Rugosidade da superfície da face cônica |
Ra 0.4 |
Amostra de Rugosidade |
0.4 |
0.4 |
0.4 |
Qualificado |
| 15 |
Tolerâncias da saída circular do eixo da
haste face a face da haste |
=0.03 mm |
Medidor micrômetro |
0.01 |
0.01 |
0.01 |
Qualificado |
| 16 |
Rugosidade da superfície final |
Ra0.4 |
Amostra de Rugosidade |
0.4 |
0.4 |
0.4 |
Qualificado |
| 17 |
Rugosidade |
Ra0.4 |
Amostra de Rugosidade |
0.4 |
0.4 |
0.4 |
Qualificado |
| 18 |
Diâmetro côncavo do clipe |
4.65-4.70 |
GO-NO GO Teste de Calibragem |
4.66 |
4.67 |
4.68 |
Qualificado |
| 19 |
Comprimento |
93.3± 0.15 |
Paquímetro |
93.36 |
93.35 |
93.38 |
Qualificado |
| 20 |
TA simetria do eixo pino para o eixo da haste |
=0.05 mm |
Paquímetro |
0.03 |
0.02 |
0.04 |
Qualificado |