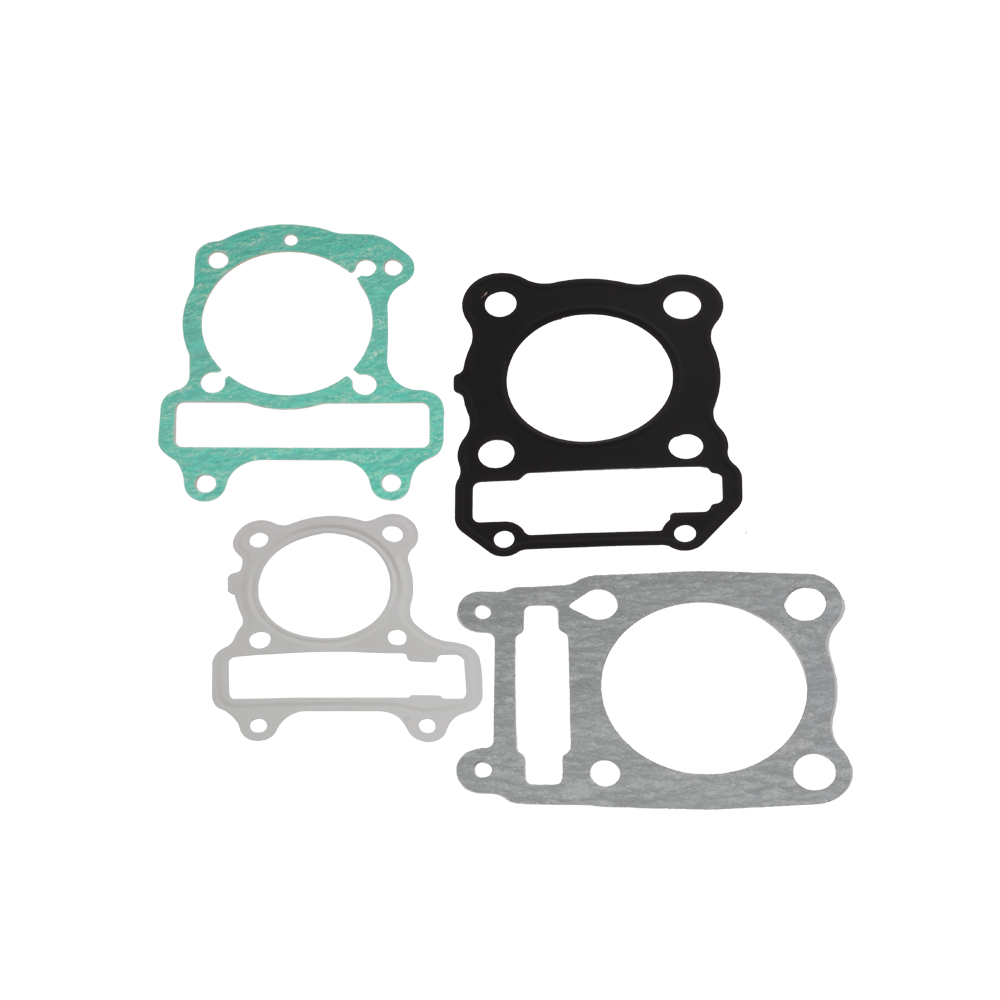
Matéria-Prima
Utilizamos o mais recente e moderno processo de carburação a gás para endurecimento de caixas e tratamento térmico de nossos produtos. Nosso sistema de controle de qualidade e equipamentos garantem precisões geométricas e dimensionais perfeitas e nossa durabilidade encontra-se em nossa essência com o uso de liga de aço de alta qualidade.
| Parâmetro |
Detalhes |
Na Ritsuka |
Produto Chines |
Vantagns Ritsuka |
BOP (Partes Compradas
Fora) |
Rolamento |
Partes Compradas Fora |
Partes Compradas Fora |
Nós fornecemos rolamentos de Taiwan, mantendo os padrões OEM |
| Matéria-Prima |
Corpo |
Matéria prima de aço de 20CrMo |
Matéria-Prima de Aço
Qualidade abaixo do normal |
Alta resistência e alto rendimento
Resistente a altas temperaturas |
| Rolamento |
Rolamento de qualidade de Taiwan |
Rolamento chinês |
Nosso produto oferece propriedades mecânicas excepcionais, como durabilidade, conforto e longevidade, além de uma condução segura. |
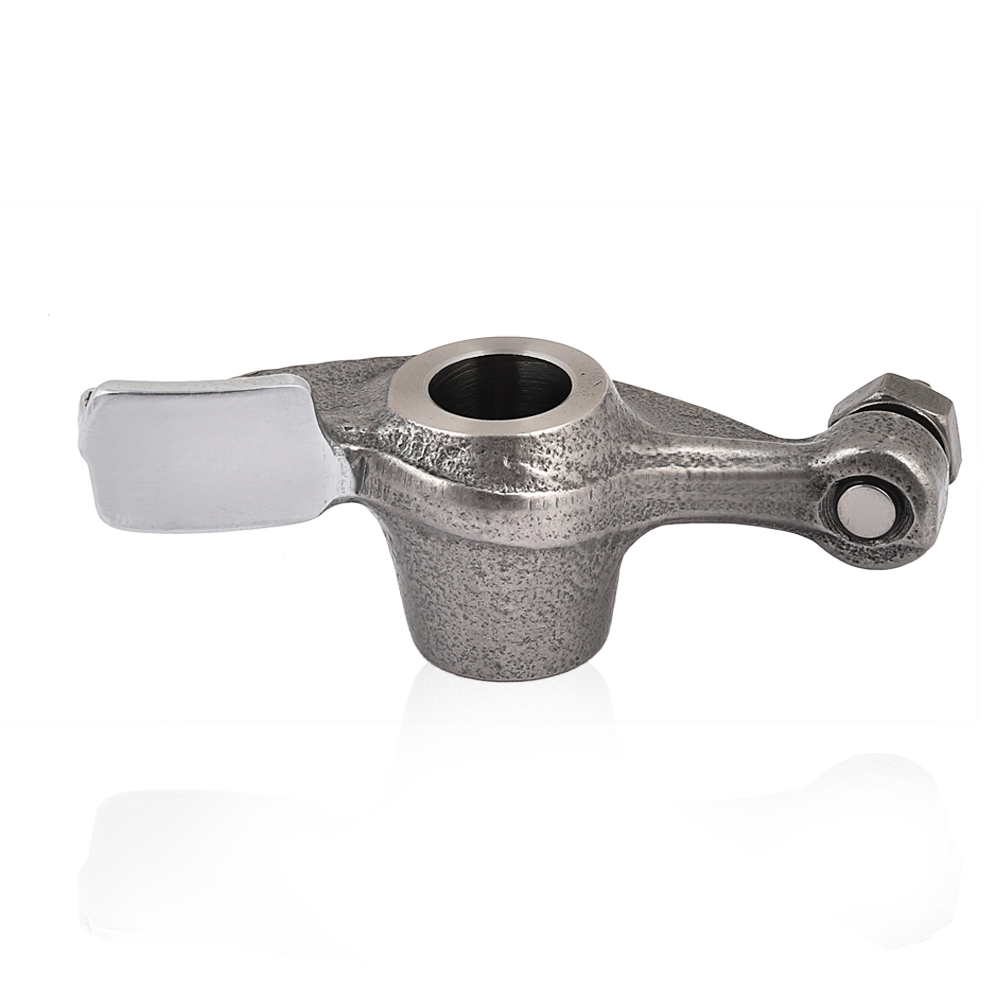
Fabricação
Desde o menor até o elemento mais principal, cada peça é fabricada sob rigorosos parâmetros de qualidade que nos fazem entregar o que há de melhor. Nós fazemos cada percurso o mais suave, colocando nossos produtos através de verificações rigorosas antes do envio.
| Parâmetro |
Detalhes |
Na Ritsuka |
Produto Chines |
Vantagns Ritsuka |
| Fabricação |
Usinagem |
Centro de usinagem CNC |
Máquinas Semi-Automáticas ou Manuais |
Usando máquinas CNC totalmente automatizadas, oferecemos min. Produtos de nível de tolerância com rejeição insignificante na fase final. |
| Centro de design, sala de ferramentas e instalações de pesquisa e desenvolvimento. |
Centro de Design interno, sala de ferramentas e centro de R&D |
Não disponível em fábricas chinesas normais |
A Ritsuka tem uma aptidão extraordinária no desenvolvimento de formulações customizadas para produtos de aço. Para produtos moldados, a empresa conta com uma sala de ferramentas própria, com instalações integradas para projeto de moldes e fabricação de moldes, permitindo um tempo de entrega rápido aos clientes. |
| Moldagem |
Processo de moldagem automatizada |
Processo de moldagem manual |
Moldagem automatizada resulta em desgaste relativamente baixo em condições de trabalho pesado e em níveis mais altos de fricção |
| Tratamento térmico |
Processo de tratamento térmico interno |
Terceirizado na maioria das fábricas |
Alinhamento de fibras para melhorar a resistência das matérias-primas e reduzir a tensão interno |
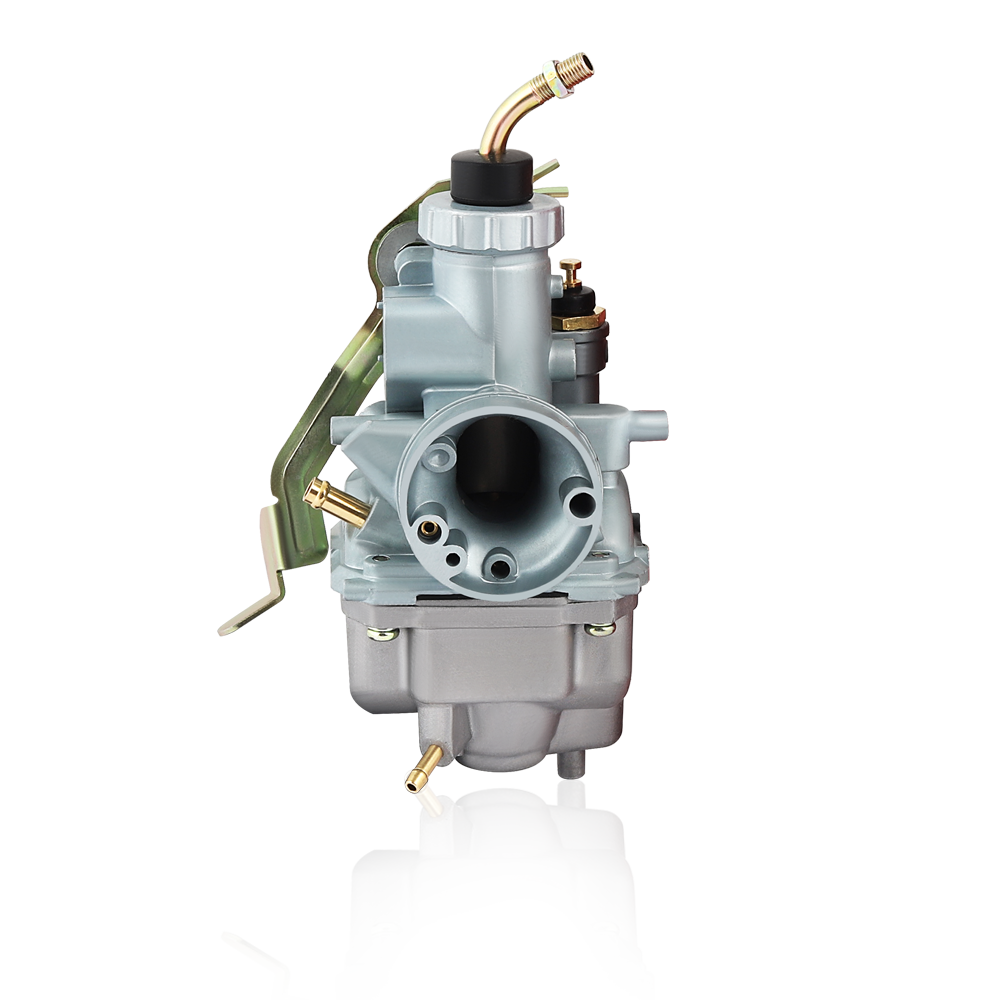
Testando
Testamos rigorosamente a pós-produção do produto para garantir que ele ultrapasse os mais altos padrões de qualidade.
- Medição e teste de materiais para determinar se a manivela está conforme especificação.
- O teste é feito através da instalação dyno interna e comparado com os parâmetros de Referência OE
| Parâmetro |
Detalhes |
Na Ritsuka |
Produto Chines |
Vantagns Ritsuka |
| Teste Padrão |
Peças Recebidas |
100% de inspeção e teste |
Aleatório / sem testes |
Comprometida em oferecer o mesmo produto de qualidade / especificações a cada lote |
| Em processo |
Inhouse instalação inclui
- teste de composição do material
- Verificação dimensional aleatória com máquina de medição coordenada de três eixos
|
- Teste visual
- Teste sob demanda de agências externas
|
- Controlar os parâmetros padrão em cada processo
- Máquina de medição coordenada de três eixos
- Maintains 0.002 mm ~ 0.003 mm tolerance range.
|
| Inspeção final |
Verificação de instalação usando o medidor pneumático,
Teste Universal Hidráulico / Eletrônico |
Inspeção manual |
Garante a operação segura e a durabilidade adequada Nós temos a Máquina de Testes Universal Eletrônico e Hidráulica (UTM) para testar a resistência à tração e a resistência à compressão dos materiais usados na fabricação |
Precisão
Garantimos altos padrões de confiabilidade, segurança e vida útil. Nosso compromisso com a qualidade, desde a pesquisa e desenvolvimento, passando por todo o processo de produção até a logística e atendimento ao cliente, foi aprovado pela auditoria de gestão da qualidade. A perfeição que alcançamos é o resultado de uma precisão consistente em que vivemos em todas as etapas de nossa produção.
| CONECTANDO O RELATÓRIO DE TESTE DA BIELA |
| Parte |
5D9 biela |
mostra Qtd |
2 |
Fabricante |
Ritsuka |
 |
| S.no. |
Exigência técnica |
Padrão |
Método de teste |
On Result |
Conclusão |
| 1 |
Verificação de aparência |
— |
Visual |
OK |
OK |
| 2 |
Espessura da cabeça pequena |
±0.05 |
Micrômetro |
-0.002 |
OK |
| 3 |
Rugosidade pequena espera |
0.4 MAX |
Instrumento de Rugosidade |
0.24 |
OK |
| 4 |
Abertura de pequeno buraco |
Ø13±0.25 |
Medidor de Impulso do Ar |
0.19 |
OK |
| 5 |
Redondeza do orifício |
0.003 |
Medidor de Impulso do Ar |
0.026 |
OK |
| 6 |
Cilindricidade do furo de pino |
0.003 |
Medidor de Impulso do Ar |
0.017 |
OK |
| 7 |
Rugosidade grande espera |
0.2 MAX |
Instrumento de rugosidade |
0.14 |
OK |
| 8 |
Abertura de um Orifício grande |
Ø35±0.04 |
Medidor de Impulso do Ar |
0.007 |
OK |
| 9 |
Macropore Cylindercity |
0.003 |
Medidor de Impulso do Ar |
0.018 |
OK |
| 10 |
Espessura da cabeça grande |
14±0.05 |
Medidor de Impulso do Ar |
0.024 |
OK |
| 11 |
Distância do centro |
3.5±0.05 |
Paquímetro Vernier r |
-0.002 |
OK |
| 12 |
Profundidade de Carbono |
0.8-1.1mm |
Microscópio |
0.86 |
OK |
| 13 |
Dureza da superfície |
59-63HRC |
Testador de microdureza |
59.5 |
OK |
| 14 |
Dureza do núcleo |
28-43HRC |
Testador de microdureza |
34 |
OK |